
انواع بست لوله و ساپورت
2021/02/21
پیچ و مهره صنعتی
2021/02/21





انواع استاد بولت
تماس بگیرید
اِستاد بولتها براساس دو استاندارد ASTM A193/194 و ASTM A320 یا استانداردهای مرتبط با این دو نصب میشوند. براساس این دو استاندارد امکان نصب کردن طیف وسیعی از قطر پیچها (از ۸/۱ اینچ تا ۴ اینچ) و براساس طول آنها وجود دارد. محصولات ما قابل ارائه با پوششهای مختلفی از جمله داکرومت، گالوانیزه، پوشش زینک (روی)، آنودایز و انواع دیگر روکش براساس انجمن بینالمللی خوردگی «NACE» نیاز هر مشتری را برآورده میکنیم.
مشخصات مورد نیاز برای استفاده از استاد بولتها
براساس قوانین ASME استانداردهای متنوعی برای استفاده از استاد بولتها به همراه مهره برای تولیدکنندگان درنظر گرفته شده است. لیست این استانداردها را در ادامه مرور میکنیم:
- قطر و طول استاد بولت که تحت پوشش استاندارد ASME B16.5 و47 درنظر گرفته شده است.
- رزوههای پیچ که براساس استاندارد ASME B1.1 بر واحد اینچ است (هستهها و شیارهای که روی مهره قرار گرفته است.)
- استاندارد ASME B18.2.1 برای انتخاب پیچ و مهرههای مربع و شش ضلعی و پیچهای معمولی
- استاندارد ASME B18.2.2 برای مهرههای مربع و شش ضلعی
- استاندارد ASME B18.21.1 برای واشرهای قفلی
- استاندارد ASME B18.22.1 برای واشرهای ساده
برای ایجاد اتصال بدون نشت بین فلنج، واشر و سایر اتصالات لوله از مهرههای ماشینی، پیچ و پیچهای اِستاد یا «Stud bolt» استفاده میشود که ایجاد اتصالی بدون نفوذ مایع یا گاز درون لولهها را تضمین میکند. فلنجهای سری ASME حداقل چهار سوراخ پیچ و مهره دارند که البته با افزایش قطر فلنج طبیعتا تعداد سوراخها نیز افزایش پیدا میکند، ولی همیشه تعداد سوراخها مضربی از عدد چهار هستند. انتخاب تعداد سوراخهای فلنج به این عوامل بستگی دارد:
- ابعاد فلنج
- فشار کاری
- دمای کاری
- مواد مورد استفاده در ساخت فلنج
- پیچهای مختلف قابل استفاده برای لولهکشی
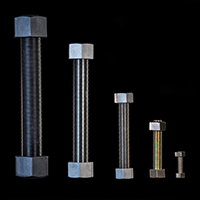
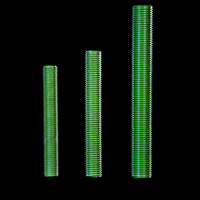
معرفی اِستاد بولت
پیچهای سری استاد دارای رزوه کامل در تمام طول خود یا حداقل در دو طرف خود هستند. همانطور که مشاهده میکنید برای بستن این پیچها (بدون درنظر گرفتن واشر) نیاز به سه قطعه داریم و اگر واشر هم به این مجموعه اضافه شود، تعداد کل قطعات به ۵ یا ۷ میرسد. در برخی از موارد از مهرههای اضافی برای افزایش کشش هیدرولیکی یا به خاطر بزرگتر بودن ابعاد استاد بولت استفاده میشود.
طول استاد بولت باید اندازهای باشد که علاوهبر پوشش کل طول دو مهره، چیزی در حدود یک و نیم تا ۳ شیار از رزوه هم خارج باشد. باید از استفاده کردن از استاد بولتهای خیلی طویل اجنتاب کرد، چرا که احتمال خوردگی و آسیبهای دیگر در شیارهای رزوه آن افزایش پیدا میکند و در نتیجه باز کردن مجدد را با مشکل مواجه میکند. استاندارد ASME B16.5 میزان طول مورد نیاز استاد بولت را مشخص میکند. طول این قطعه بستگی زیادی به نوع واشر استفاده شده و بیشترین میزان مورد نیاز رزوهها نیز دارد.
ماشین بولت
پیچهایی که یک سمت آنها رزوه و در سمت دیگر سره شش ضلعی دارند. در لولهکشی وقتی از فلنجهایی با مقاومت کمتر همچون برنزهای GRE/GRP استفاده میشود، معمولا از پیچهای سادهتر ماشینی استفاده میکنند تا از ایجاد فشار زیاد روی فلنج جلوگیری
مهرهها
برای بستن استاد بولتها معمولا به سراغ مهرههای شش ضلعی میروند که بخش داخلی آنها برای تحمل بیشتر بار سیقل خورده که محل اتصال بیشتری را ایجاد کند و همچنین امکان اتصال دو مهره نیز وجود داشته باشد. اما بخش خارجی مهرهها سیقل نخورده تا امکان بازکردن آن تسهیل شود.
واشرها
صفحهای نازک که یک سوراخ در وسط آن قرار گرفته است. واشرها باعث میشوند فشار را در سطح خود پخش کنند. این توزیع فشار باعث میشود که فلنج آسیب نبیند؛ به همین خاطر فلنجهای غیرفلزی نیاز بیشتری به واشرها دارند. نوعهای مختلف واشر شامل تخت، پیچشی و فنری برای کاربریهای مختلف در بازار موجود هستند که در اینجا صرفا تصویر واشرهای تخت و پیچشی را مشاهده میکنید.
واشرهای مخروطی هم نوع دیگری هستند که در کاربریهای بسیار خاصی استفاده میشوند. اتصالات پیچ و مهره وقتی در محلی استفاده میشوند که لزرشهای زیادی دارد یا انبساط حرارتی دو بخش یا خزش بین پیچ و مهره وجود دارد، استفاده از واشرهای مخروطی باعث محکمنگه داشتن اتصالات میشود. در این شرایط فشاری که قرار است توسط استاد بولت تحمل شود ممکن است باعث شل شدن اتصال شود. واشرهای فنری باعث ایجاد خواص فلزی شده و از شل شدن اِستاد جلوگیری میکند. این واشرها بارهای زیادی که به واسطه فنرها ایجاد میشوند را با کمترین انحراف دفع میکنند.
مواد قابل استفاده برای ساخت استاد بولت
موادی که برای ساخت استاد بولتها استفاده میشوند به سه دسته تقسیم بندی شده است:
مقاومت بالا
قدرت متوسط
مقاومت پایین
متریالهای استاد بولت
در لیست ذیل متریالهایی براساس قوائد ASTM برای استفاده در کارخانهها ارائه شده که به طور کلی زیر شاخه استاندارد ASME B16.5 به نظر میرسند که البته هرکدام براساس استانداردهای فلنج اجرا میشود.
- سرویسهای با دما و فشار بالا براساس استاندارد ASTM A193 Gr B7, B7M, B5, B8 که مورد استفاده سازنده قرار میگیرد.
- سرویسهای با دمای پایین براساس سرویسهای ASTM A320 Gr L7, L7A, L7B
- استاد بولتهایی که براساس فولاد آلیاژی آبدهی شده و دما دیده که براساس استاندارد ASTM A354 Gr BC, BD تهیه میشود.
- استاندارد ASTM A540 Gr B21 تا B24 که برای مصارف خاص مورد بهرهبرداری قرار میگیرد.
پوشش استاد بولت و مهرهها
گاهی اوقات اجزای پیچ و مهره با مواد مختلف پوشش داده میشود تا مقاومت در برابر خوردگی آن افزایش پیدا کند. در واقع این پوشش باعث کاهش هزینههای نگهداری نسبت به پیچهای معمولی میشود. پوششهای رایج استاد بولتها شامل این موارد هستند:
- آبکاری کروم
- گالوانیزه
- زایلان
- PTFE
- فلز روی
بررسی وضعیت استاد بولتها
طی بررسی ظاهری تمام سطح پیچ و رزوههای آن بررسی میشود و به طور کلی کیفیت قطعات مورد بررسی قرار میگیرد.
- رزوهها و قسمتهای ضخیم بررسی آنها شکاف نخورده باشد و سر مهرهها بررسی میشود.
این موارد باید مورد تاکید بررسی کننده باشد:
- گام رزوهها
- قطر پیچ و اِستاد
- طول
- ابعاد سر پیچ و مهره
نشانهگذاری استاد بولت
براساس استاندارد A193 و A320 ذکر شده در لیست متریالهای ASTM میتوان با استفاده از رنگآمیزی اقدام به نشانهگذاری استاد بولت کرد. نشانهگذاری باید در ابتدا و انتهای پیچها انجام شود ولی به خاطر فضای محدود در ساخت، در برخی از موارد نشانهگذاری برعهده اجرا کننده سپرده میشود.
موسسه ASTM استانداردهای متنوعی را براساس یک لیست برای نشانهگذاری براساس متریالهای مختلف استفاده شده ارائه کرده است که به عنوان مثال در این تصاویر از استاندارد ASTM A193 Gr B7M برای نشانهگذاری مهره B7 در انتها پیچ استافده شد و در بخش دیگر پیچ نشانههای کارخانه سازنده قرار گرفته است. در مورد پیچهای ماشینی صرفا یک سمت نشانهگذاری میشوند
سخن پایانی
براساس اطلاعات ارائه شده امکان انتخاب استاد بولتها تسهیل شد، اما برای انتخاب نهایی لازم است که به سراغ کارشناسان خبره در هر صنعت بروید. متخصصان نیکان تک امکان ارائه مشاوره به مهندسان طراح و طراحان را دارد تا بهترین انتخاب ممکن را انجام دهند.
شود
محصولات مشابه
-

انواع بست لوله و ساپورت
تماس بگیرید -
جی بولت
تماس بگیرید -
انکربولت
تماس بگیرید -
پیچ و مهره صنعتی
تماس بگیرید



